La filosofia di base che contraddistingue la R2 Evo è portare la meccanica ad alti livelli (per una reprap) mantenendo bassi i costi, eliminando giochi, vibrazioni, e aumentando la stabilità nel tempo; questi concetti hanno portato a una serie di interventi strutturali importanti:
- Tecnologia FDM (Fused Depositino Filament)
- Area di stampa singolo/doppio estrusore 310x230x270 (LxPxH in mm)
- Temperatura di stampa: max 260°C
- Risoluzione posizionamento X/Y: 0,006mm
- Risoluzione posizionamento Z: 0,00015mm
- Risoluzione di stampa da 0,05 mm (consigliato 0,1 min)
- Diametro ugello 0,4mm standard
- Diametro filamento 1,75mm
- Velocità di stampa fino a 100mm/s (consigliato 80 mm/s)
- Piano di stampa riscaldato fino 105°C
- Barre Asse Z Trapezie (non ancora implementate)
- Dimensioni esterne: 450x520x530 (LxPxH in mm)
- Peso: 15,3 Kg
- Elettronica compatibile Arduino Mega 2560 con Firmware Open Source MarlinKimbra
- Schermo LCD FullGraphic (128×64)
- Lettore SD card
- Consumo: 480W Max
Configurazione Ultimaker CURA
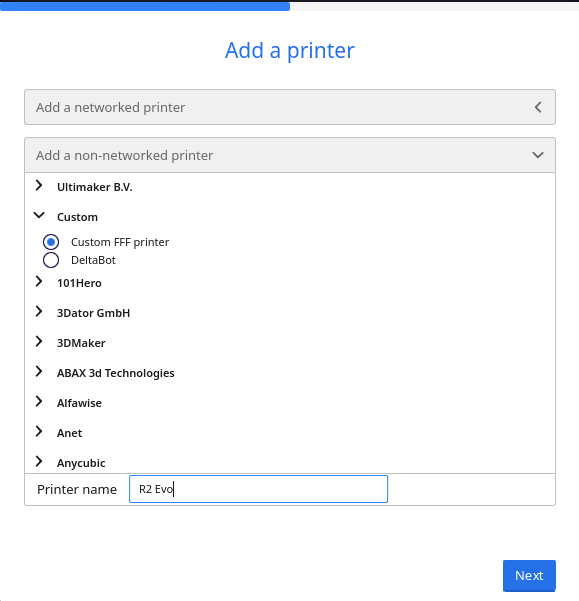
Al primo avvio Cura aprirà il pannello per aggiungere una nuova stampante.
Selezionare “add non-networking printer”
Nel menu “Custom” scegliere “Custom FFF Printer”
Nel campo “Printer Name” scrivere R2 EVO
Premere “Next”
Nella successiva finestra “Machine Settings” Inserire i dati tecnici della stampante come mostrato nelle immagini.
Nel Tab “Printer”:
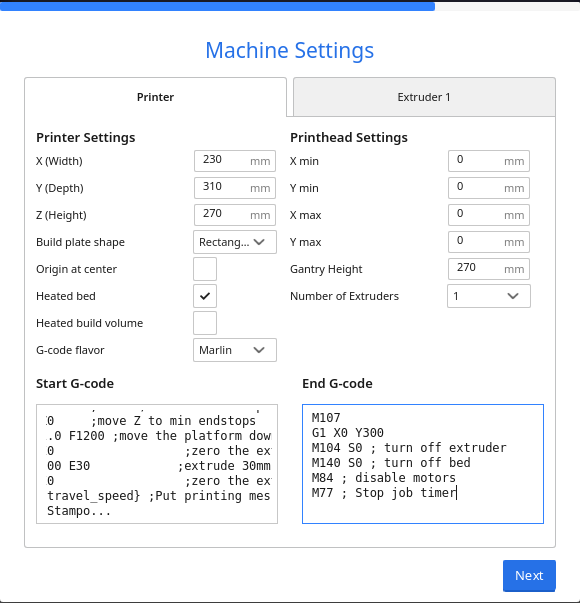
Sovrascrivere gli script di avvio e fine con quanto segue:
Start G-code
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z1.0 F1200 ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E30 ;extrude 30mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
M117 Stampo…
End G-code
M107
G1 X0 Y300
M104 S0 ; turn off extruder
M140 S0 ; turn off bed
M84 ; disable motors
M77 ; Stop job timer
Nel Tab “Extruder 1” modificare il diametro del filamento impostandolo a 1.75:

Premere il bottone “Next”.
Congratulazioni! Configurazione Terminata!